
Efficient Material Handling with Twin Belt Conveyor System - A Complete Guide
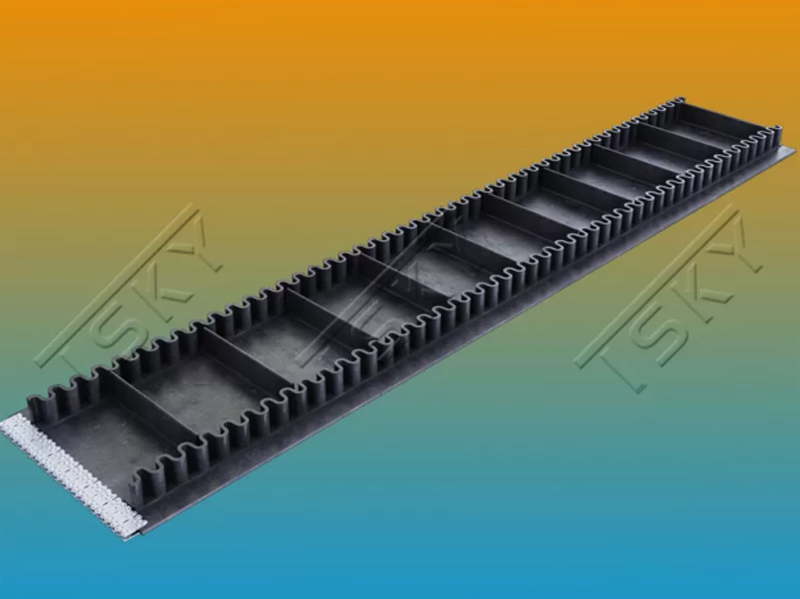
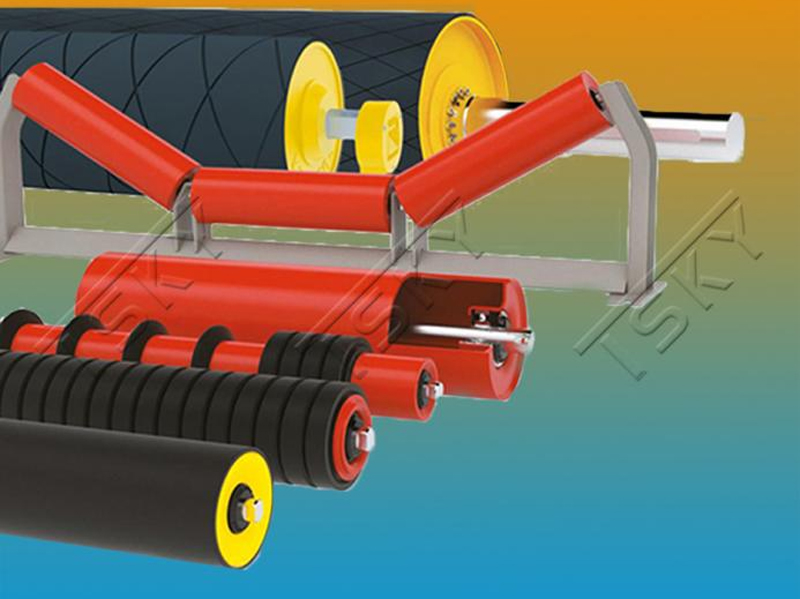
Twin Belt Conveyor is an exceptional product from the talented engineering team of Talented Sky Industry Co., Ltd, a renowned China-based manufacturer, supplier, and factory of quality conveyor systems. It is a reliable conveyor system designed for heavy loads and long-distance material handling applications. The conveyor system is engineered with two parallel belts, which move simultaneously to transfer materials from one point to another. This design ensures balanced loading and unloading of materials, minimizing operation downtime and increasing productivity. Twin Belt Conveyor features a robust structure, excellent stability, and easy maintenance, making it an ideal option for various industries, including mining, construction, and agriculture. It comes with intuitive controls that allow for smooth and safe operation, ensuring maximum efficiency. At Talented Sky Industry Co., Ltd, we take pride in providing exceptional products that cater to our clients' specific needs. Contact us today for more information about our Twin Belt Conveyor and other conveyor solutions.
Related Products







Top Selling Products











- Related Blog
- Reviews
